
准备功能与辅助功能代码
在数控加工程序中,用各种准备功能G指令与辅助功能M 指令来描述工艺过程的各种操作和运动特性,G指令和M指令是程序的基础。
准备功能G指令
G指令是使数控机床做某种操作的指令,用地址G和两位数来表示,从G00~G99共100种
注:1.指定功能代码中,凡有小写字母a,b,c...等指示的,为同一类型的代码。在程序中,这种功能指令为保持型的,可以
为同类字母的指令所代替。
2.“不指定”代码,即在将来修订标准时,可能对它规定功能。
3.“永不指定”代码,即在本标准内,将来也不指定。
4.“○ ”符号表示功能仅在所出现的程序段内有用。
5.“#”符号表示若选作特殊用途,必须在程序格式解释中说明。
6.本表参照标准JB3208—83编写,功能栏( )内的内容,是为便于对功能的理解而附加的说明,一切内容以部颁标准为准。
床身全方管焊接去应力退火工艺,高精度直线方轨,寿命长。
软件兼容性好,可兼容 type3/Artcam/Castmate/ 文泰等多种 CAD/CAM 设计制作软件。
客户的选择是我们格特的荣耀,我们奉您为上帝
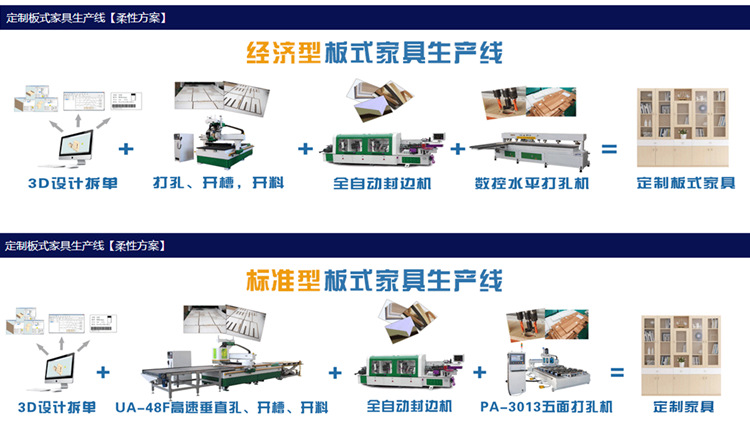
目前,我国大多数家具厂的工作仍由人工完成,其劳动强度大、生产效率低,而且具有一定的危险性,已经满足不了生产自动化的发展趋势。为了提高工作效率,降低成本,并使数控生产设备发展成为柔性制造系统,适应现代家具行业自动化生产的要求,针对具体生产工艺,结合机床的实际结构,利用数控技术,设计研发数控开料机代替人工工作,以提高劳动生产率。







机器采用双层真空吸附台面,吸附力强。
手柄式操作,操作更简单,设计更具人性化,采用独特的智能预算法则,充分发挥电机潜能,实现高速加工,曲直线同步,曲线更完美,不占电脑内存并可实现切削主轴的自动起停。
本机器为三工序气动换刀雕刻机,可以一次性加工三道工序的加工无需换刀,大大提高了加工效率.
机器采用高速步进电机驱动,配合主轴高速切削整体提高了机器加工速度,空行程可达25米
