
概述:
因此,的规划思路是在继续大力发展先进工业技术的同时,紧盯新的信息产业发展动向,实现二者共同进步,推进二者的深度融合。我们看到的家电企业、电子类高科技企业正在对工业4.0进行布局,一个切入点是“智能工厂”或是“互联工厂”。在企业内部统一的信息管理体系基础上,集成MES系统,计划、调度、生产,做到人和机器的高度匹配,从而可能在较低成本下实现大规模的定制化生产。但是距离有效的管理信息和综合使用信息、大数据还有相当的差距。
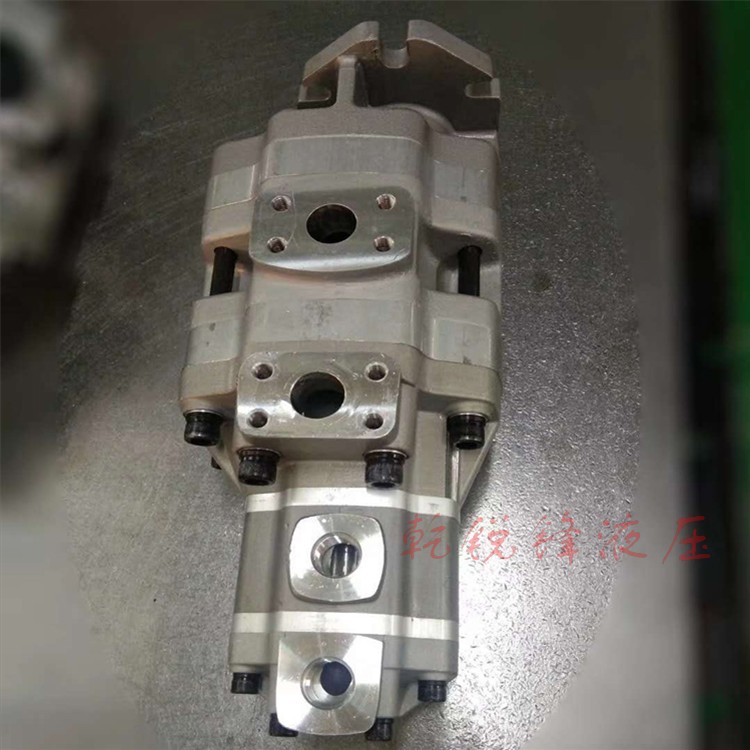
液压泵体上装有安全阀,当排出压力超过规定压力时,输送液体可以自动顶开安全阀,使高压液体返回吸入管。
齿轮泵的工作原理如图所示,它是分离三片式结构,三片是指泵盖4,8和泵体7,泵体7内装有一对齿数相同、宽度和泵体接近而又互相啮合的齿轮6,这对齿轮与两端盖和泵体形成一密封腔,并由齿轮的齿顶和啮合线把密封腔划分为两部分,即吸油腔和压油腔。两齿轮分别用键固定在由滚针轴承支承的主动轴12和从动轴15上,主动轴由电动机带动旋转。
 在现代化的钢包炉装置中,能实现钢水深脱硫达0.001%~0.002%以下。研究表明,铁水用碳酸钠处理可有效脱除硫和氮的不良杂质。在转炉冶炼完成阶段和出钢时,添加碳酸盐材料(石灰石),减少含氮气体与熔体的接触时间,同样有利于钢水脱氮。按照钢水中氮含量的变化特性,整个转炉冶炼可分成两个时期:钢水脱氮期和氮含量增长期。出钢时氮吸入钢水的强度与钢流搅拌功率成反比。转炉钢水的含氮量与氧气吹炼中,氧浓度和炉料中废钢的比重成比例。
在现代化的钢包炉装置中,能实现钢水深脱硫达0.001%~0.002%以下。研究表明,铁水用碳酸钠处理可有效脱除硫和氮的不良杂质。在转炉冶炼完成阶段和出钢时,添加碳酸盐材料(石灰石),减少含氮气体与熔体的接触时间,同样有利于钢水脱氮。按照钢水中氮含量的变化特性,整个转炉冶炼可分成两个时期:钢水脱氮期和氮含量增长期。出钢时氮吸入钢水的强度与钢流搅拌功率成反比。转炉钢水的含氮量与氧气吹炼中,氧浓度和炉料中废钢的比重成比例。
 当熔体温度达到740~760℃时,用1wt%C2Cl6进行精炼除气,用精炼勺上下搅动液面成镜面为止,扒渣静置10min后待用。控制熔体温度在720℃时浇注成15mm150mm棒料,然后将棒料加工成5mm5mm5mm的金属块作为自孕育剂。当控制熔体温度在720℃时,向2024铝合金熔体中加入5wt%孕育剂,使其经导流器后流入浆料收集器,浆料收集器表面涂敷涂料,保证保温后的半固态浆料能顺利从浆料收集器中倒出。工业技能的开展,对钢质要求越来越高,特别对钢中硫含量要求特别严厉,钢的性能在硫含量.13%处是一个拐点,一些高性能的纯洁钢要求硫含量要降到.1%-.1%以下,这个脱硫使命首要靠铁水预处理来完结。因为技能上(质量)和经济上(本钱)的原因,在当今传统的高炉转炉冶炼工艺中,铁水预处理脱硫已遍及成了一个必不可少的工序。首要产钢长流程中铁水预处理份额早巳到达9%-1%,在2年全国炼钢连铸出产技能工作会议上,对炼钢连铸工艺优化提出了清晰方针,铁水预处理份额2年要到达25%,21年到达3%,25年要超越5%,也就是说全国大多数长流程钢铁厂在近若干年内都要上铁水预处理设备。
当熔体温度达到740~760℃时,用1wt%C2Cl6进行精炼除气,用精炼勺上下搅动液面成镜面为止,扒渣静置10min后待用。控制熔体温度在720℃时浇注成15mm150mm棒料,然后将棒料加工成5mm5mm5mm的金属块作为自孕育剂。当控制熔体温度在720℃时,向2024铝合金熔体中加入5wt%孕育剂,使其经导流器后流入浆料收集器,浆料收集器表面涂敷涂料,保证保温后的半固态浆料能顺利从浆料收集器中倒出。工业技能的开展,对钢质要求越来越高,特别对钢中硫含量要求特别严厉,钢的性能在硫含量.13%处是一个拐点,一些高性能的纯洁钢要求硫含量要降到.1%-.1%以下,这个脱硫使命首要靠铁水预处理来完结。因为技能上(质量)和经济上(本钱)的原因,在当今传统的高炉转炉冶炼工艺中,铁水预处理脱硫已遍及成了一个必不可少的工序。首要产钢长流程中铁水预处理份额早巳到达9%-1%,在2年全国炼钢连铸出产技能工作会议上,对炼钢连铸工艺优化提出了清晰方针,铁水预处理份额2年要到达25%,21年到达3%,25年要超越5%,也就是说全国大多数长流程钢铁厂在近若干年内都要上铁水预处理设备。
齿轮泵工作原理是由两个齿轮相互啮合在一起而构成的。它是依靠齿轮的轮齿啮合空间的容积变化来输送液体的,它属于回转泵,也可以认为属于容积泵。
