


不锈钢屏风出光部分:本工序的方针是工件概况判别不出焊接痕迹,和将打蜡抛磨过的工件擦亮,亮度达到镜面反射高8k,而且工件抛过的部分与没抛过的部分几近看不出辨别。详细内容下列所述:
目测上一步工序进入本工序的焊接件,搜索确认是不是有漏打磨至1000#、悉数焊点未彻底打磨、存在粗打磨痕迹、碎裂摧毁卵翼膜主要、和磨削过多、 圆角过大年夜、两端磨削主要、打磨不平均有之处深浅不一等各类抛光打磨阶段涌现的在出光阶段没法修复的题目,若存在这样的题目需返回重新打磨可能修补。
圆角过大年夜、两端磨削主要、打磨不平均有之处深浅不一等各类抛光打磨阶段涌现的在出光阶段没法修复的题目,若存在这样的题目需返回重新打磨可能修补。
出光部分重要目的是将前面打磨出的不锈钢举办镜面出光,达到镜面的目的。(在本工序中没法修复打磨中涌现的碰伤,磕伤,和大年夜的划痕,但可以修复很微小的细纹,譬如1000#打磨出的对于比小的细纹。细心在此步工序操纵时不要将抛光蜡蹭到工件概况的笼罩膜上面,细心不要损伤笼罩膜。
本工序是镜面抛光的着末一道工序,用洁净的棉布轮在经过镜面后的工件概况摩擦,将前面悉数工序完成后的工件擦洁净,擦亮。三、擦亮
两个电机,两个羊毛轮,大年夜青腊,布 厂房
镜面操纵高速电机驱动用羊毛轮(市道市面市面有售),合营大年夜青腊仿照前面的抛光的法子举办镜面磨光,本工序重要目的是把经过前面几道工序抛光完成后的工件举办镜面磨光,而不是进一步磨削。
在不锈钢屏风表面精加工过程中,磨光是初始工序。仅在被磨光的工件有很厚氧化皮的情况下,才先行浸蚀或喷砂。用磨光轮来除去氧化皮是不经济的,因为轮子会很快磨损。除去显著的不平度如清理焊缝及毛刺等,是磨光前另外一种加工形式。
消除较大的不平度,应用陶瓷结合的粗磨光轮或支撑在硬衬轮上的粗粒砂带。在装饰屏风表面磨光过程中所用的磨光轮,其粒度应依次减小。根据屏风表面的原始状态,选择第一道工序用的磨料粒度,而以后各道工序用的磨料粒度则根据被磨材料的外观确定。正确选择每道工序用的磨料,能保证前一道工序留下的划道迅速除去。对于容易加工的屏风表面,滚粘轮的粒度在选择时阶差(每一工道间粒度的差别)可以大一些,相反,对于加工困难的材料,阶差就要小一些。使用砂带时阶差可以大一些,因为砂带较之磨光轮是比较“锐利的工具”,且能更好地进行磨光。
在用磨光轮及砂带磨光时,根据被磨材料的种类及工序的种类,来选择圆周速度。圆周速度过低对生产率不利,过高对工具的寿命又不利。圆周速度的正确选择,尤为用自动机床磨光所必需,因为这时磨光条件是恒定的,所以在磨光过程中就不可能像手工磨光那样,去调节圆周速度。尽管手工磨光速度可以调节,但在手工磨光时遵守一定的圆周速度也是很重要的。
06
12
2021
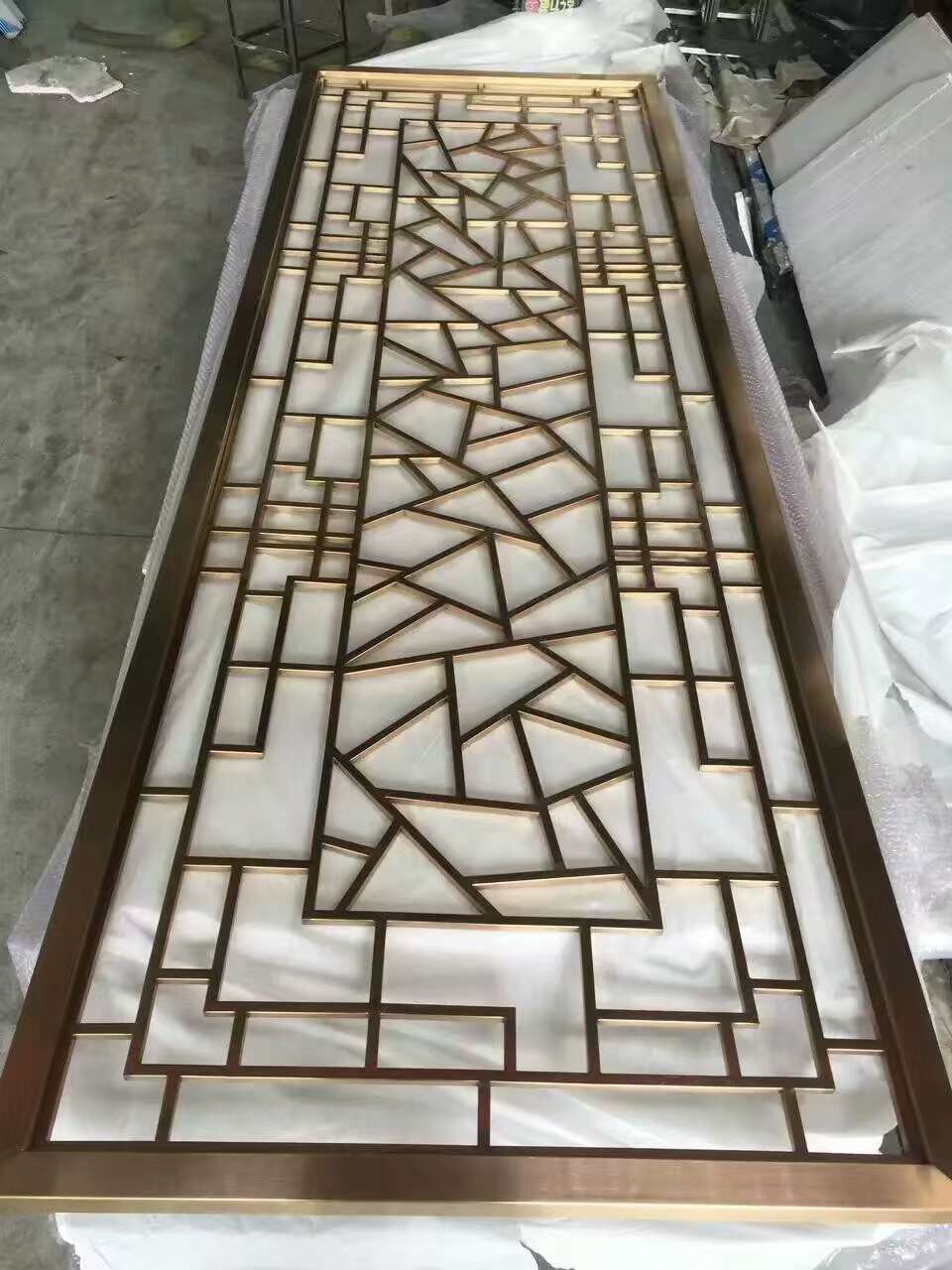
昆明别墅不锈钢玫瑰金花格厂家设计效果图 不锈钢花格 昆明别墅花格
来源:[佛山市钛科金属制品有限公司]
联系人:张女士
手机:13827786771
电话:0757-23338269
传真:0757-23338269
QQ:1470662794
Email:1470662794@qq.com
地址:广东省佛山市佛山市陈村镇潭村工业区一路
品牌:钛科金属
价格:930.00
元/平方米
供应地:广东省佛山市
产品型号:201/304
