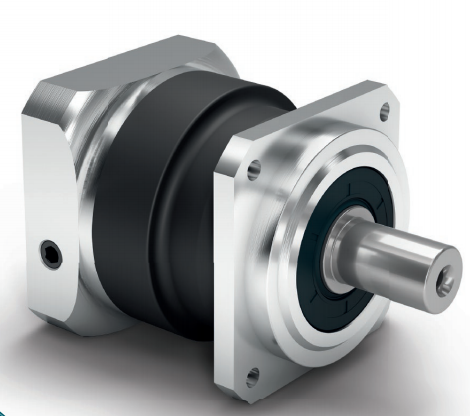
桂林雷射切割机用PEE142-7-P0型号

行星减速机为什么会出现断轴其中的原因有哪些
1、在加速和减速的过程中,行星减速机输出轴所乘受瞬间的扭矩如果超过了其额定输出扭矩的2倍,并且这种加速和减速又过于频繁,那么终也会使其断轴。考虑到这种情况出现的较少,故这里不再进一步介绍。
2、错误的选型致使所配行星减速机出力不够。有些用户在选型时,误认为只要所选减速机的额定输出扭矩满足工作要求就可以了,其实不然,一是所配电机额定输出扭矩乘上减速比,得到的数值原则上要小于产品样本提供的相近减速机的额定输出扭矩,二是同时还要考虑其驱动电机的过载能力及实际中所需工作扭矩。理论上,用户所需工作扭矩一定要小于额定输出扭矩的2倍。尤其是有些应用场合必须严格遵守这一准则,这不仅是对减速机里面齿轮的保护,更主要的是避免输出轴就被扭断。这主要是因为,如果设备安装有问题,减速机的输出轴及其负载被卡住了,这时驱动电机的过载能力依然会使其不断加大出力,进而,可能使输出轴承受的力超过其额定输出扭矩的2倍而扭断行星减速机的输出轴。
其中,真空渗碳和离子渗碳则是近2年来发展起来的技术,该技术具有渗速快、渗层均匀、碳浓度梯度平缓以及工件变形小等特点,将会在模具表面尤其是精密模具表面处理中发挥越来越重要的作用。这一类型中包括渗氮、离子渗氮、碳氮共渗、氧氮共渗、硫氮共渗以及硫碳氮、氧氮硫三元共渗等方法。这些方法处理工艺简便、适应性强、扩渗温度较低(一般为48~6℃)、工件变形小,尤其适应精密模具的表面强化,而且氮化层硬度高、耐磨性好,有较好的抗粘模性能。r2W8V钢压铸模具,经调质、52~54℃氮化后,使用寿命较不氮化的模具提高2~3倍。美国用H13钢制作的压铸模具,不少都要进行氮化处理,且以渗氮代替一次回火,表面硬度高达HRC65~7,而模具心部硬度较低、韧性好,从而获得优良的综合力学性能。氮化工艺是压铸模具表面处理常用的工艺,但当氮化层出现薄而脆的白亮层时,无法抵抗交变热应力的作用,极易产生微裂纹,降低热疲劳抗力。因此,在氮化过程中,要严格控制工艺,避免脆性层的产生。
 TK264D-02A5
TK264D-02A
TK264D-02B5
TK264D-02B
TK266D-02A5
TK266D-02A
TK266D-02B5
TK266D-02B
TK268D-02A5
TK268D-02A
TK268D-02B5
TK268D-02B
TK296D-02A5
TK296D-02A
TK296D-02B5
TK296D-02B
TK299D-02A5
TK299D-02A
TK299D-02B5
TK299D-02B
TK264D-02A5
TK264D-02A
TK264D-02B5
TK264D-02B
TK266D-02A5
TK266D-02A
TK266D-02B5
TK266D-02B
TK268D-02A5
TK268D-02A
TK268D-02B5
TK268D-02B
TK296D-02A5
TK296D-02A
TK296D-02B5
TK296D-02B
TK299D-02A5
TK299D-02A
TK299D-02B5
TK299D-02B
选购伺服减速机,要注意以下方面:
1、确认伺服减速机的精度能够满足您的控制要求。
2、确认负载额定扭矩要小于减速机额定输出扭矩。
3、伺服减速电机额定扭矩*减速比要大于负载额定扭矩。
4、选购伺服减速机的出力轴径不能大于表格上使用轴径。
5、负载通过伺服减速机转化到伺服电机的转动惯量,要在伺服电机允许的范围内。
6、伺服减速机结构形式,外型尺寸既能满足设备要求,同时能与所选用的伺服电机连接。
7、对于伺服减速机的使用寿命来说,扭力的计算非常重要,因此,在选购伺服减速机时,要注意扭力计算,且了解伺服减速机扭矩计算公式。另外,还要注意加速度的转矩值(TP),是否超过减速机的负载扭力。
关于如何选购伺服减速机小编就为大家介绍到这里了。若是选购到理想的伺服减速机,不仅可以有效延长产品的使用寿命,更有助于提高它的工作效用。
桂林雷射切割机用PEE142-7-P0型号
07
16
2020
桂林雷射切割机用PEE142-7-P0型号
来源:[厦门伊诗图电气有限公司销售一部]
联系人:兰先生
手机:18159894779
电话:0592-5614385
传真:0592-6013512
QQ:3425985640
Email:3425985640@qq.com
地址:福建省厦门市厦门市思明区湖滨北路31号20E室
品牌:伊诗图电气
价格:1.00
元/台
供应地:福建省厦门市
产品型号:齐全
