

常州鼎言热处理
感应热处理常见的质量问题有开裂、硬度过硬或过低、硬度不均匀、淬硬层过深或过浅、淬硬层深度不均、表面局部烧熔等[10]。其原因归纳如下:
温度选择不当;材料表面脱碳;淬火加热温度低组织尚未转变等。
45钢是优质碳素结构钢,车轴是其中的一个应用方向,对45钢进行合理的热处理能有效提高车轴的使用寿命。
① 使被加热零件的表面温度均匀;
②感应器损耗小 ,电效率高;
③ 感应器冷却良好;
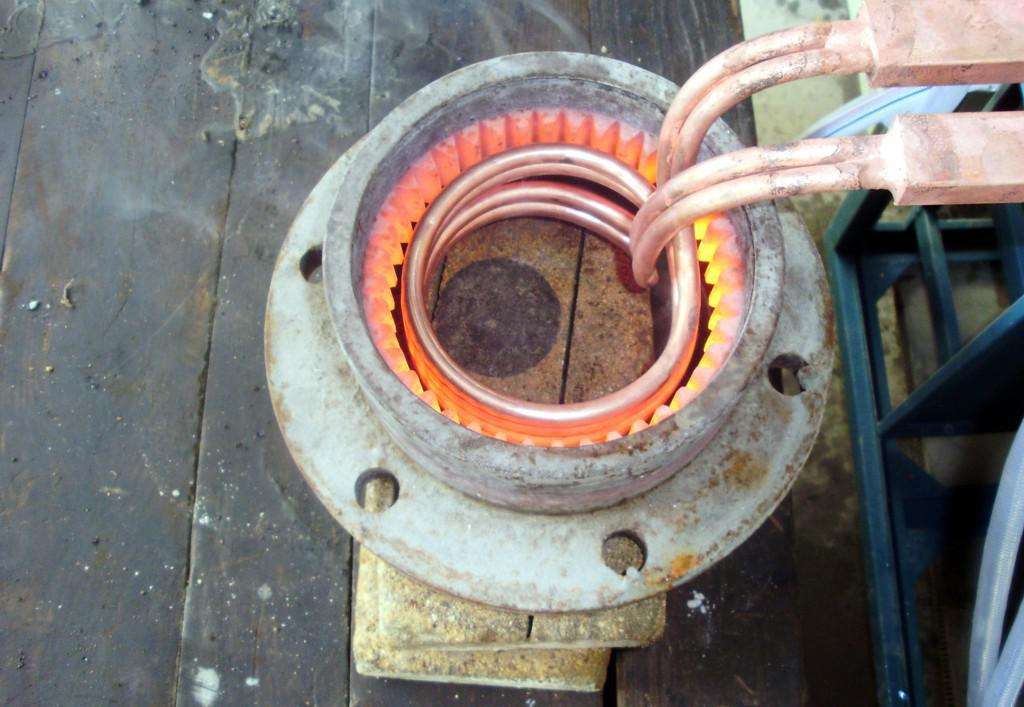
④ 制造简单 ,有足够的机械强度 ,操作使用方便。车轴加热感应器用矩形紫铜管制造成圆形感应器 ,并通水冷却 ,零件加热后由用附带喷水圈进行喷射冷却。为了保证在感应加热中尽可能地减少漏磁 ,提高加热效率 ,感应器与零件之间的间距尽可能小 ,但要有足够的间隙 ,保证使感应器能与车轴的相对运动顺利进行[10]。
加热温度高、不均匀,冷却过快且不均匀;淬火液选择不当,冷却速度过大;材料淬透性偏高,成分偏析,含有毒元素,存在缺陷;零件结构设计不合理,技术规范不当。
(2)淬硬层深度过深或过浅的原因
加热功率过高(低)且加热时间过长(短);电源频率选择不当,并且在此情况下又没有选择合理的比功率与加热时间;材料的淬透性过高或者过低;淬火液的温度、压力、成分选择不当。
(3)硬度过高或过低原因
材料含碳量偏高或偏低;回火温度偏低或过高且回火时间不当;淬火液成分、压力、
车轴是一个变直径的圆柱体 ,要实现全长表面淬火在很大程度上取决于感应器的结构设计与制造。加热用感应器的设计应主要考虑
首先,我国的机车、车辆均采用优质碳素钢车轴 ,纵观总体情况 ,应该说碳素钢车轴是成熟的、可靠的。对于高速列车车轴材料是选碳素钢还是合金钢 ,我国还没有成熟的技术。由于各国的国情不同 ,技术观点不同 ,选用的车轴材料不尽相同 ,但都属于低碳钢范畴[11]。在调质或正火的基础上再施加表面感应淬火强化处理 ,可使服役寿命成倍地延长。因此 ,这是提高车轴使用寿命的一种重要工艺方法。表面感应强化对提高车轴的弯曲或扭转疲劳强度、减少对缺口的敏感性和应力集中十分有效。表面感应淬火后 ,由于心部高的有效韧性和塑性 ,允许其硬化层有较高的硬度 ,以保持高的耐磨性、 强度和残余压应力 ,充分发挥材料抗疲劳的潜力。国外对车轴高频感应淬火从过去的局部淬火、 分段淬火 ,发展到现在的表面全长淬火。
其次,加热温度和加热时间当材料和原始组织一定时,相变温度随着加热速度增大而 提高,为得到合格的淬火组织,相应的淬火温度也随之提高。车轴感应加热升温速度一般在 30~100 ℃/ s ,45钢车轴的表面淬火加热温度选择 890~960 ℃为佳 ,为了获得较深的淬硬层深度 ,选择上限加热温度。较长的加热时间和较高的加热温度 ,可获得较深的加热深度 ,反之 ,加热深度较浅。
据文献介绍[12] [13],45钢易淬裂的尺寸范围为5~11mm,截面尺寸过小或过大均不易淬裂。由于由于车轴直径较大 ,需要加热深度较深 ,因此 ,选择加热功率 150~220kW ,
加热时间 6~15s ,加热温度 920~960 ℃


09
09
2021
常州高频淬火厂家 常州哪里有高频淬火厂 高频热处理 高周波热处理
来源:[常州市鼎言精密五金有限公司]
联系人:王先生
手机:15366800190
电话:0519-83812689
传真:0519-83816689
QQ:643149985
Email:13913101105@163.com
地址:江苏省常州市常州市武进区牛塘镇大丁102号
品牌:
价格:2.00
元/件
供应地:江苏省常州市
产品型号:
