为了保证最jia的系统性能,需要对塑料件和加工条件进行分析,因此,不仅要考虑产品的重量,而且要计算合适的熔道尺寸,包括熔流指数、注射时间、注塑周期以及熔体温度等。合适的熔道尺寸对热流道的性能至关重要,不合适的熔道尺寸会导致塑料降解,或者造成注塑件的不均匀或者充填不完整,以及换色缓慢等。为了确定最jia的熔道尺寸,需要考虑压力降、停留时间、温升、剪切速度、换色频率等因素。 第二,确定热流道系统的喷嘴头形式。塑件材料和产品的使用特性是选择喷嘴头形式的关键因素,塑件的生产批量和模具的制造成本也是选择喷嘴头形式的重要因素。 第三,根据塑件的生产批量和注射设备的吨位大小,确定每模的腔数。 第四,由已确定的进料口位置和每模的腔数确定喷嘴的个数。如果成形某一产品,选择一模一件一个进料口,则只要一个喷嘴,即选用单头热流道系统;如果成形某一产品,选择一模多腔或一模一腔二个以上进料口,则就要多个喷嘴,即选用多头热流道系统,但对有横流道的模具结构除外。 第五,根据塑件重量和喷嘴个数,确定喷嘴径向尺寸的大小。目前相同形式的喷嘴有多个尺寸系列,分别满足不同重量范围内的塑件成形要求。 阀浇口热流道系统塑料模具结构最复杂。它与普通多头热流道系统塑料模具有相同的结构,另外还多了一套阀针传动装置控制阀针的开、闭运动。该传动装置相当于一只液压油缸,利用注射机的液压装置与模具连接,形成液压回路,实现阀针的开、闭运动,控制熔融状态塑料注入型腔。热流道塑料模具设计程序 第yi,根据塑件结构和使用要求,确定进料口位置。只要塑件结构允许,在定模镶块内喷嘴和喷嘴头不与成型结构干涉,热流道系统的进料口可放置在塑件的任何位置上。常规塑件注射成形的进料口位置通常根据经验选择。对于大而复杂的异型塑件,注射成形的进料口位置可运用计算机辅助分析(CAE)模拟熔融状塑料在型腔内的流动情况,分析模具各部位的冷却效果,确定比较理想的进料口位置。



09
09
2021
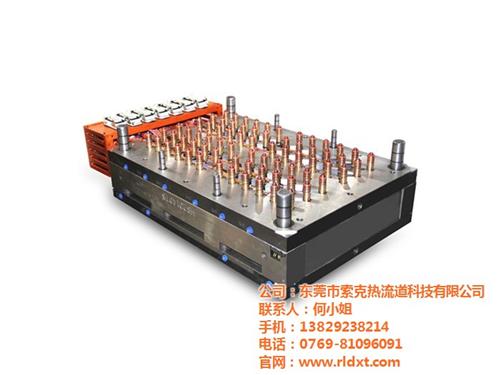
瓶盖模具热流道,热流道,索克科技(查看) DVD托架热流道 泉水瓶盖热流道
来源:[东莞市索克热流道科技有限公司]
联系人:李先生
手机:13829238214
电话:0769-81096091
传真:0769-81096091
QQ:2850178350
Email:marketing5@sokehrs.com
地址:广东省东莞市东莞市东莞市常平镇常黄路桥沥村马屋捷安工业中心A栋一楼一号
品牌:电视热流道
价格:面议
元/件
供应地:广东省东莞市
产品型号:SU1661
