联系人:李先生
手机:13829238214
电话:0769-81096091
传真:0769-81096091
QQ:2850178350
Email:marketing5@sokehrs.com
地址:广东省东莞市东莞市东莞市常平镇常黄路桥沥村马屋捷安工业中心A栋一楼一号
品牌:热流道、五金模具及其配件、仪器仪表、电子设备
价格:面议
元/件
供应地:广东省东莞市
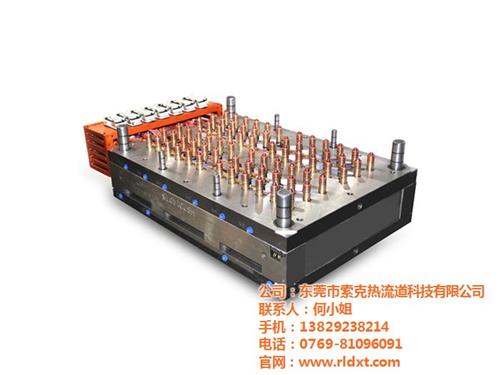
产品型号:HW1731
针阀式热流道系统是热流道的一种。热流道可以根据热喷嘴类型,分为开放式热流道系统和针阀式热流道系统。针阀式热流道系统主要由热流道分流板、热喷嘴和温控箱组成。 熔融塑料由注塑机注入喷嘴连接板,经热流道分流板流向热喷嘴,到达热喷嘴头后注入型腔。 针阀式热流道系统利用筏针的机械运动来打开和关闭喷嘴口。筏针一般由机械气动或液压控制。在保压时间的后段,产品还未完全凝结时,热喷嘴口即被关闭,这缩短了塑件成型周期。

手机产品在当今社会更新换代特别快,这就对产品从研发到上市要求要有极短的周期,有些产品可能刚研发出但还能等到生产出来你的竞争对手就已经在市场上销售,这就对我们的模具和热流道供应商在时间上有极高的要求,有时候一套模具从设计到制作完成只有7天到10天的时间,而现在市场上的热流道一般是根据具体的订单,等到热流设计、确认时间已经过去了2到3天,给热流道生产和安装的时间就极其有限,为此,热恒早在一年前就针对手机模具的特殊性和统一性开发了手机模具的专业解决方案,---手机模共用热流道系统,目前该技术在应用中已相当当成熟。

许多热流道模具用户有一种误解:位于热流道里的塑料溶体始终是热的,所以热流道的注塑压力损失比冷流道要小很多。其实不然,为适应热流道结构设计的需要,溶体在热流道系统里的流动距离会大大增加,因此热流道系统中的注塑压力损失也不可小窥。在实际应用中,由于热流道系统中注塑压力损失过大,造成注塑成型困难的情况是很多的,所以对加工流动性差的塑料、溶体在热流道系统里的流动距离大的、制件重量大等情况,都应采用cae软件进行流道分析计算。
