


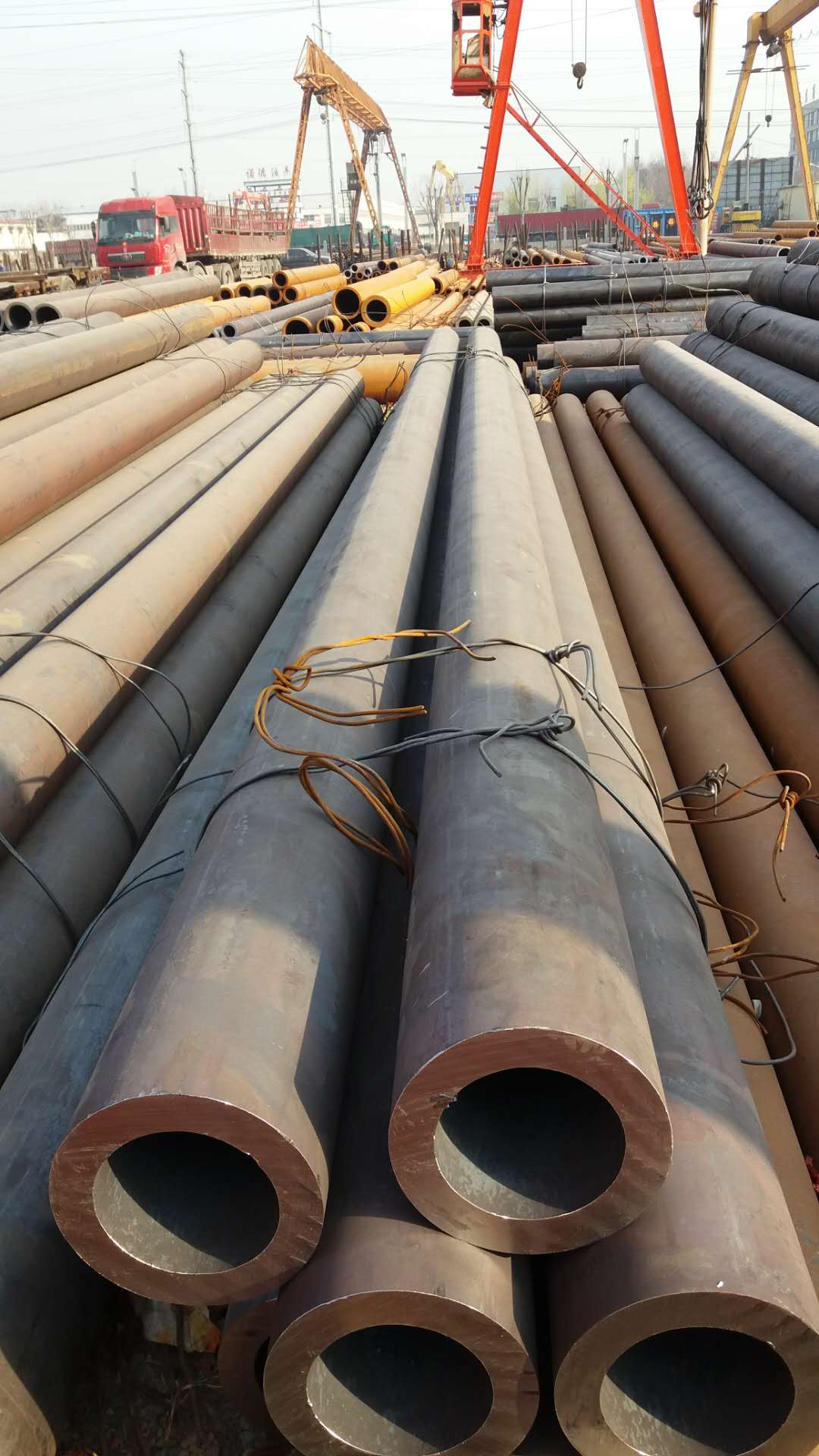
浙江45#无缝钢管物美价廉

钢件的渗碳层深度一般都较保守,有时也很盲目。看来有必要研究决定渗碳层深度的力学因素,探讨减少渗层规定的可能性。碳氮共渗。碳氮共渗温度比渗碳低,工件畸变小。在渗层深度为.6mm以下时的渗速接近于93℃渗碳。钢碳氮共渗时容易出现反常组织,淬火后表面硬度有下降现象,渗层中有较多的残留奥氏体。如何选择工艺,充分发挥碳氮共渗潜力仍是值得探讨的。过去曾有人提倡过高浓度碳氮共渗,也曾有过钢件碳氮共渗时表面含碳量在.6%,具有综合力学性能的,为此众说纷纭。

浙江45#无缝钢管物美价廉

a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。
浙江45#无缝钢管物美价廉
浙江45#无缝钢管物美价廉在这种情况下,水是作为冷却剂与载油剂而起作用的。对这种乳化液的是,当一定的流量喷到板面和辊面上时,即能有效地吸收热量,又能保证油剂以较快的速度均匀的从乳化液中离析,并粘附在板面和辊面上。这样才能及时形成均匀的厚度适中的油膜。乳化液或其它活性剂的多少,则需结合具体的轧制条件生产试验确定。冷轧工艺润滑剂常用的有:纱锭油、棉籽油、蓖麻油、棕榈油等各种轧制油和乳化液。棕榈油含有较高的脂肪酸,且性能稳定,故润滑效果好,并且易于从带钢表面除掉,是冷轧中较为理想的润滑剂,但是价格较高。锈钢设备制造过程中的酸洗钝化处理1.1切削加工后的清洗及酸洗钝化不锈钢工件经切削加工后表面上通常会残留铁屑、钢末及冷却乳液等污物,会使不锈钢表面出现污斑与生锈,因此应进行脱脂除油,再用硝酸清洗,既去除了铁屑钢末,又进行了钝化。接前后的清洗及酸洗钝化由于油脂是氢的来源,在没有清除油脂的焊缝中会形成气孔,而低熔点金属污染(如富锌漆)焊接后会造成开裂,所以不锈钢焊前必须将坡口及两侧2mm内的表面清理干净,油污可用擦洗,油漆锈迹应先用砂布或不锈钢丝刷清除,再用擦净。
09
15
2020
浙江45#无缝钢管物美价廉
来源:[山东云鑫金属制品有限公司]
联系人:许先生
手机:13561260909
电话:0635-8592518
传真:0635-8592518
QQ:865136604
Email:865136604@qq.com
地址:地区
品牌:云鑫
价格:1.00
元/吨
供应地:
产品型号:齐全
①钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。
a. 合金元素:有意加入,根据
b. 残余元素:炼钢带入,适当控制
c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)
炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。
②钢管几何尺寸精度和外形
a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。
外径允许偏差 δ=(D-Di)/Di ×100% D: 或外径mm
Di:名义外径mm
b. 钢管壁厚精度:与管坯的加热,各变形工序的工艺设计参数和调整参数,工具及其润滑等有关
壁厚允许偏差: ρ=(S-Si)/Si×100% S:横截面上或壁厚
Si:名义壁厚mm
C.钢管椭圆度:表示钢管的不圆程度。
d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差
e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度
f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度
g. 钢管端面坡口角度和钝边
5.钢管表面:表面光洁
b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻微的内、外直道、辊印等。
产生原因:
① 由于管坯的表面缺陷或内部缺陷所带来的。
② 生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不。
③ 管坯(钢管)在加热轧制,热处理以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。
6.钢化性能:常温力学性能、高温力学性能、低温性能、抗腐蚀性能。钢管的理化性能主要取决于钢的化学成分,组织结构和钢的纯净度以及钢管的热处理方式等。
7.钢管工艺性能:压扁、扩口、卷边、弯曲、焊接等。
8.钢管金相组织:低倍组织(宏观)、高倍组织(微观) M、B、P、F、A、S
9.钢管特殊:合同附件、协议。
(二)无缝钢管检验方法:
1.化学成分分析:化学分析法、仪器分析法(红外C—S仪、直读光谱仪、zcP等)。
①红外C—S仪:分析铁合金,炼钢原材料,钢铁中的C、S元素。
②直读光谱仪:块状试样中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi
③N—0仪:气体含量分析N、O
2.钢管几何尺寸及外形检查:
①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并。
②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出点、点。
③钢管长度检查:钢卷尺、人工、自动测长。
④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。
⑤钢管端面坡口角度和钝边检查:角尺、卡板。
3.钢管表面检查:100%
①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。
②无损探伤检查:
