
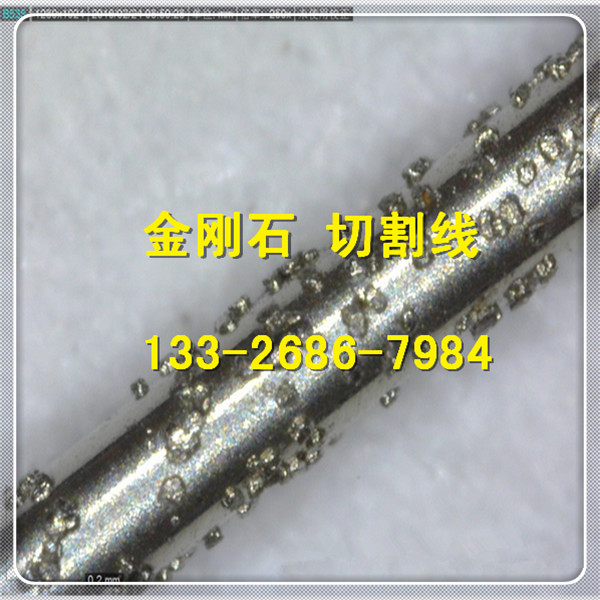
现货供应国标0.4mm电镀金刚石切割钢线,采用此理论模型预测的SSD厚度值与试验测量值误差在12.78%内,说明理论预测结果与试验检测结果较为吻合,利用建立的理论模型能够快速、简便和准确预测线锯加工单晶硅的亚表面损伤层厚度。高性能的固结磨料金刚石锯丝的研制是线锯技术发展应用的关键,因此对电镀金刚石锯丝制造技术进行了初步的试验研究,研究及优化了电镀金刚石锯丝的制作工艺与电镀参数。试验选取φ200μm的琴钢丝为基体和平均磨粒粒度为20μm的金刚石磨粒制作锯丝。通过分析锯丝制作过程中镀底层、上砂等过程的电流密度与上砂时间对锯丝的外观质量、锯丝表面金刚石磨粒密度和镀层与基体间结合力的影响规律,得到了制作电镀金刚石锯丝的最佳工艺参数。上砂过程采用埋砂法,制作质量良好的电镀金刚石锯丝的最佳工艺参数为:电镀液温度为35~40℃,PH值为3.8~4.2,对应各阶段的电流密度分别为1.8、1.5和2.0A/dm2,其镀底层、上砂与加厚镀的时间依次为6、8和18min。电镀后的锯丝在200℃环境内保温一小时进行除氢处理。试制锯丝直径为250μm,提高了加工材料的利用率。超细金刚石切割线的研制和生产不仅可用于IC制造领域中硅晶体的高效精密切片加工,也可用于其他贵重功能晶体(蓝宝石、砷化镓等)和硬脆材料(精细陶瓷、光学玻璃等)的切割加工。不仅可以切割薄片,也可加工曲面,还可以用于小孔的研修,具有十分广阔的应用前景。 本项目采用在树脂中加入金刚石和导电介质粉体,通过均匀混合后,涂敷在线锯载体(钢丝)表面,再二次(或多次)涂敷、烘干固化后,涂敷电解镍、烘干固化过程,完成超细金刚石切割线锯的制作。超细金刚石切割线截面如下图所示,其中钢丝作为基体磨料的载体,钢丝表面涂覆一层电解铜,防止表面氧化生锈;树脂层将金刚石磨料和导电介质包覆(金属粉),并固化在其中。 超细金刚石切割线的外观涂敷后的切割线粘接金刚石颗粒应均匀;表面无硬折,无锈迹,无污物。切割线不得有焊接口。 超细金刚石切割线长度不同型号的切割机配备不同长度的超细金刚石切割线。超细金刚石切割线质量损耗的测定用机械传动方式牵引切割线,切割直径为70毫米的单晶硅一片,切割线质量的损耗不大于原质量的12%。超细金刚石切割线的抗拉强度与所匹配的钢丝的抗拉强度相同,在工艺过程中没有改变钢丝的抗拉强度。


08
08
2017
现货供应国标0.4mm电镀金刚石切割钢线 切割线 金刚线 线切割
来源:[东莞市得锯五金材料有限公司]
联系人:张先生
手机:13326867984
电话:0769-88039337
传真:0769-81583471
QQ:3552752525
Email:3552752525@qq.com
地址:广东省东莞市东莞市第三工业区长青南路16号
品牌:宝钢
价格:0.52
元/米
供应地:广东省东莞市
产品型号:0.4
