

SAVANT赛万特 孔口去毛刺倒角刀 反倒角刀 镊子状正反去毛刺刀具
赛万特工具生产:机用倒角刀具,反倒角刀,内孔倒角刀具,内孔去毛刺刀具,倒角刀,去毛刺刀,正反倒角刀具,正反去毛刺刀具,机用去毛刺刀具。
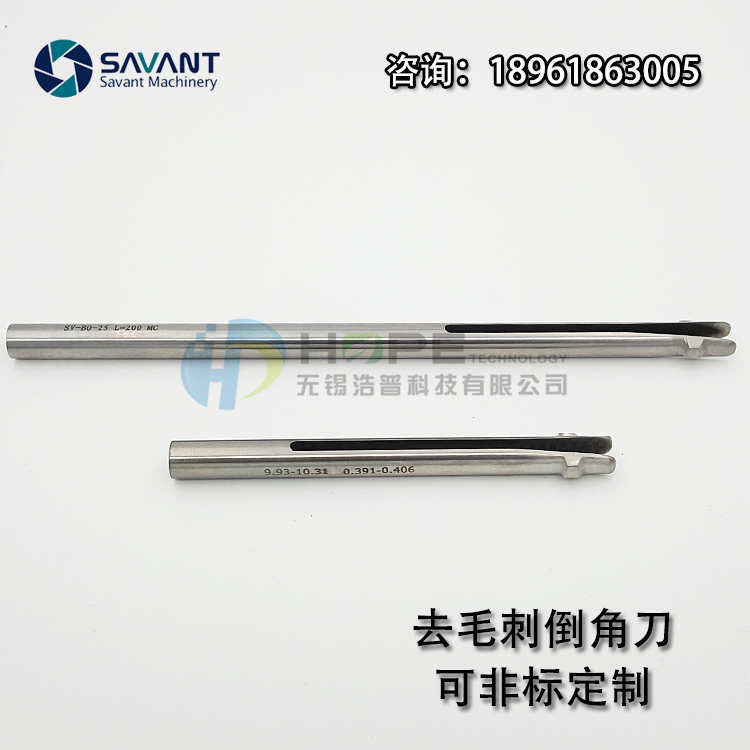
1 产品分类例如(2.8-3.18),代表孔加工的范围,在这个范围内的孔都可以加工。
--------------------------------------------------------------------
2 购买前需告知
1.孔的直径和孔的深-度;
如产品工件太复杂,请提供工件图纸给我们,我们可以给您选择合适的方案!
--------------------------------------------------------------------
3 毛刺刀是消耗品,不接受7天无理由退换货,使用过后由于刃口有磨损,因此不予退换货,新刀未使用的可以退换,特殊情况可以特殊处理,具体联系客服!
--------------------------------------------------------------------
适用范围广
---------------------------------------------------
适合普通机械加工件的倒角,还适合于精密难倒角加工件的倒角与去毛刺。如:航空,军工,汽车工业零部件、电动阀,发动机缸体,圆柱体,球体通孔,内壁孔。
---------------------------------------------------
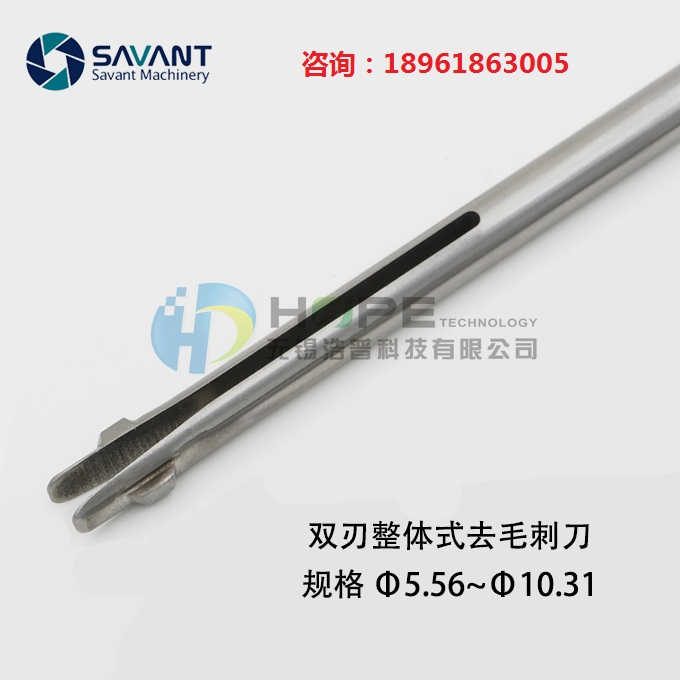
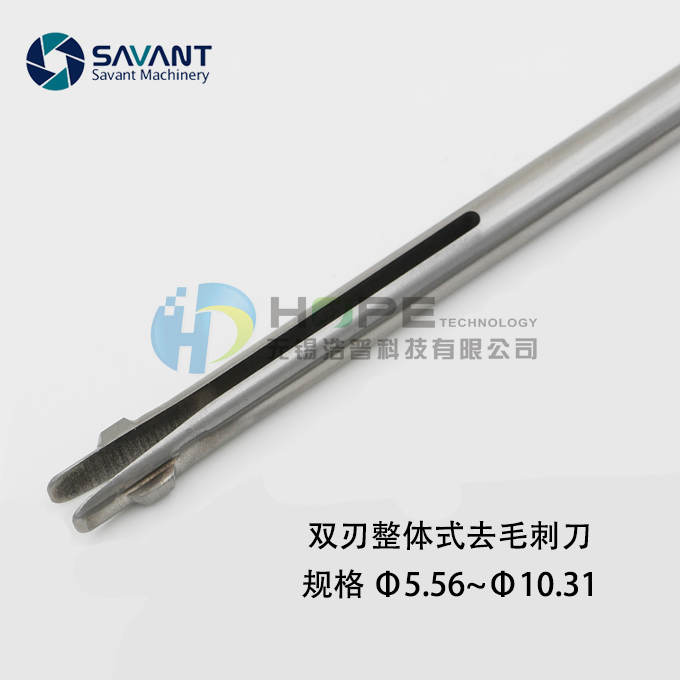
产品名称: 等柄双刃去毛刺倒角刀
结构介绍: 倒角刀是一体式进口高速钢刀杆,中间开 槽前端为入孔导向体,刀体前刃为45°,后刃为 33°
------------------------------------------------------
关于毛刺刀的加工参数:
孔径(mm)
转速 (RPM)
进刀速度(mm/lap)
≤2~5
1500~1750
0.025~0.1
6~9
800~1000
0.025~0.15
≥10
600~650
0.05~0.2
------------------------------------------------------
关于去毛刺倒角刀的寿命:
加工铝件的寿命:1.5万个孔左右
注意:以上寿命只供参考!!!
寿命由多个方面决定的:
1, 工件的材质
2,被加工孔孔口弧度大小
3,前道工序加工出来的孔的质量
4,加工环境(机床主轴跳动是否厉害,冷却是否到位,自动进给还是手动进给)
以上都有关系!
------------------------------------------------------
加工表面质量高:与使用砂轮或其他去毛刺工具相比,由于该去毛刺刀具采用尖锐切削刃进行切削,所以加工表面光滑度高。
会不会刮伤内孔?
--------------------------买家必读--------------------------
常见问题
对于交叉孔,相交叉的两个孔径大小有2.5倍以上差距,使用效果比较好,低于2.5倍径的话可能会有倒角不完整,毛刺去不干净的情况。椭圆孔、破口孔不能使用。
1、材料加工硬度建议在HRC35度以下。
2.加工什么的材质的工件;
3.平面孔还是交叉孔,去毛刺还是倒角;
4.在什么机床上加工。
加工铸铁件 :5000-8000个孔左右
加工钢件 :3000-5000个孔左右
加工不锈钢和铜件 :2000左右个孔左右
很多客户都在问会不会刮伤内孔,扩大内孔,放心这个完全不会的,为了节省时间咱们的刀具可一直旋转过孔,内孔光洁度不达到Ra0.8以下是不会有刮伤或扩孔的。
2、旋转进出孔口,只需正转,无需正反转或停顿。
3、本品倾向于去毛刺加工,因为弹性切削,倒角角度只能通过进给参数来控制。


02
18
2020
孔口去毛刺倒角刀 反倒角刀 镊子状正反去 正反去毛刺 孔口倒角刀 去披锋刀
来源:[无锡浩普科技有限公司]
联系人:吴女士
手机:18961863005
电话:0510-84060001
传真:0510-84060001
QQ:1323858403
Email:sales@savant-tool.com
地址:江苏省无锡市无锡市广瑞路555号
品牌:SAVANT赛万特
价格:面议
元/支
供应地:江苏省无锡市
产品型号:SV-BO-10
