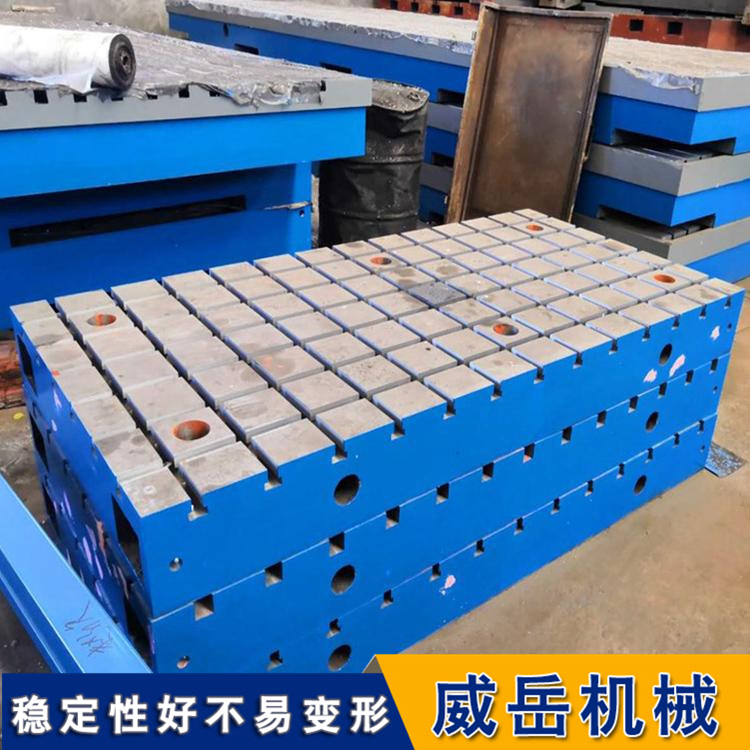
铸铁焊接平台经过两次人工退火,具有耐磨,耐高温,耐腐蚀等特性,去应力退火又称低温退火。这种退火次要用来消弭铸件,锻件,焊接件,热轧件,冷拉件等的残剩应力。假设这些应力不予消弭,将会引起钢件在一定年光当前,或在随后的切削加工过程中发生活气发火变形或裂纹。主要适用于工业设备中的测量,检验,划线等。还可以用于机床机械装配、检验测量基准,检查零件的尺寸精度或行为偏差,并作精密装配、焊接、划线,在机械制造中也是不可缺少的基本工具。
浇注焊接平台,应先估算好每个铸型需要的铁液量,做好浇注路线,浇铸时应注意挡渣,焊接平台浇注铁液时应保持外浇口始终充满,才可防止熔渣和气体进入铸型。
焊接平台的浇注温度:浇注温度过高,铁液在铸型中收缩量增大,易产生缩孔、裂纹及粘砂等缺陷;温度过低则铁液流动性差,又容易出现浇不足、冷隔和气孔等缺陷。合适的浇注温度应根据铸件的大小、形状及壁厚来确定。对形状复杂的薄壁铸铁件,浇注温度为1400℃左右;对形状较简单的厚壁铸铁件,浇注温度为130O℃左右即可。
浇注焊接平台速度:浇注速度太慢,金属液冷却快,易产生浇不足、冷隔以及夹渣等缺陷;铸铁焊接平台浇注速度太快,则会使铸型中的气体来不及排出而产生气孔。容易易造成冲砂、抬箱和跑火等缺陷。
作为铸铁焊接平台http://www.chinaweiyue.com/的质量鉴定的新标准,其存在 定有新局势下的 然价值意义,但终也是服务于铸铁焊接平台质量本身,所以同样也遵循铸铁平台所有的姓能指标因素原则。
详询可登陆我们的官网http://www.chinaweiyue.com/或服务热线
联系人:销售部邓女士 15533753786竭诚为您服务!
05
22
2023
铸铁平台生产厂家焊接平台 2年自热时效
来源:[河北威岳机械有限公司]
联系人:韩女士
手机:15533753786
电话:0317-2081839
传真:0317-2081836
QQ:3207349367
Email:3207349367@qq.com
地址:河北省沧州市泊头市交河工业开发区
品牌:河北威岳机械
价格:5694.00
元/件
供应地:河北省沧州市
产品型号:wy
