

对于隧道不良地质地段可适用于小导管支护施工工艺进行超前支护进行预加固。一般情况下隧道洞身Ⅴ级围岩地段可采用小导管超前支护。
工艺步序说明
1 按施工图要求在开挖面上准确画出本循环需要设的小导管孔位。
2 钻孔
移动多功能作业台架就位,采用气腿式凿岩机进行钻孔,用人工或凿岩机将小导管顶入,钢管尾端外露足够长度,超前小导管外插角严格按施工图要求施做,尾部与钢架焊接在一起。超前小导管与线路中线方向大致平行。孔位钻设偏差不超过125px,孔眼长大于小导管长。
3 钢管加工及施工
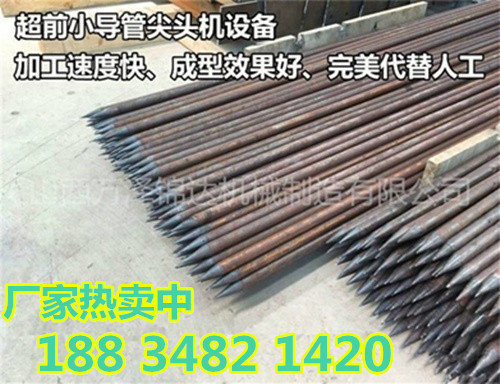
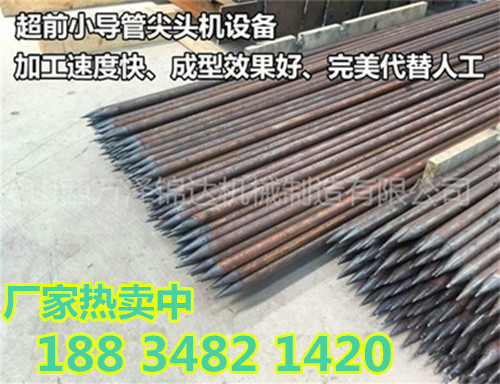
将前端加工成尖锥状,尾部焊Ф6加肋筋。除尾部1m外,管壁四周钻注浆孔。
4 钢管插入及孔口密封处理
5 钢管由专用顶头顶进,顶进钻孔长度≮90%管长。钢管尾端除焊上挡圈外,再用胶泥麻筋缠箍成楔形,以便钢管顶进孔内后其外壁与岩壁间隙堵塞严密。钢管尾端外露足够长度,并与钢支撑焊接在一起。钢管顶进时,注意保护管口不受损变形,以便与注浆管路连接。注浆前导管孔口先检查是否达到密封标准,以防漏浆。
6 注浆
采用高压注浆泵压注浆,注浆压力为1.0~1.5Mpa,一般按单管达到施工图标示注浆量作为结束标准。当注浆压力达到终压不少于20min,进浆量仍达不到注浆终量时,亦可结束注浆。注浆结束后,将管口封堵,以防浆液倒流管外。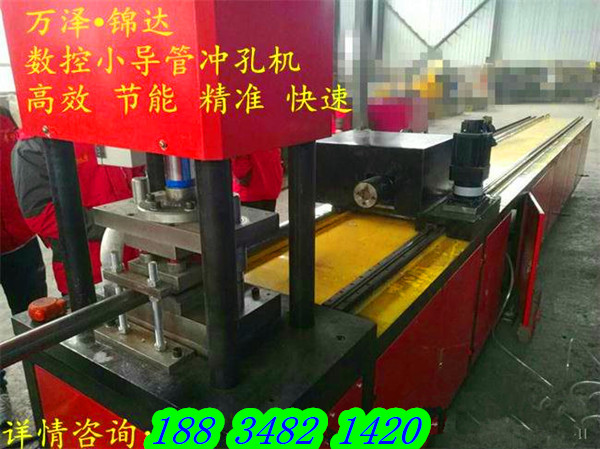
1,该机由电动机通过三角带,钟传达给飞轮,主轴作旋转运动,使主轴中撞块及模具产生离心力,同时在滚针的撞击下,来完成锥管动作。
2,在结构设计上比一般的锥管机更先进,在工作时更稳定、更快捷、效率更高。
3,夹模采用进口型, 夹持力强、不易磨损,工作时无左右前后偏摆或跳动的现象和疑虑,速度均匀。
4,本机采用皮带传动,尺寸精度高,传动部分灵活可靠。
5,快捷、方便、高效、节省人工及加工次数等。
6,机器配件采用进口配件,以确保机器的使用寿命。
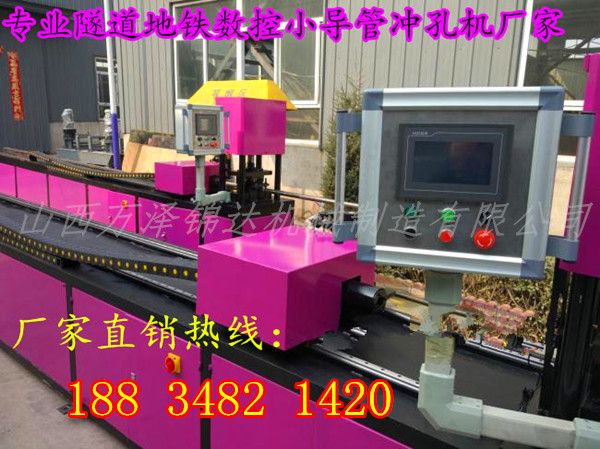
7,比较其他类型的加工工艺方法,锥管效率不断提高,而且设备稳定性及可靠性更高,占地面积更小。
8,整机省电、寿命长、机身光滑亮丽且美观,非技术人员亦可操作自如!
9,全新优化整体设计,体积小、通用性强、机身稳固不变形。
10,油箱采用全新一代二氧化碳焊接,以确保油箱内无残留杂质、不漏油、无焊渣;油箱焊缝无裂纹、无夹渣、不断焊等缺陷。
11,机器设计结构合理、牢固可靠、运行平稳。使您操作更安全!

制作
1 一般采用直径38~50mm的无缝钢管制作。
2 在小导管的前端做成约10cm长的圆锥状,在尾端焊接直径6~8mm钢筋箍。距后端100cm内不开孔,剩余部分按20~30cm梅花形布设直径6mm的溢浆孔。
本厂手提式钢筋弯曲机通过货运(物流)公司发货,如需使用快递,请与我们联系!合作物流:德邦物流。预付定金后,我公司会在快时间(一般在收到定金后1天内)物流发货,货到付款即可。
广东揭阳市液压小导管冲孔机成型机厂家报价四川阿坝藏族羌族自治州超前注浆小导管冲孔机生产厂家湖北潜江市小导管配套冲孔机专业制造云南文山壮族苗族自治州隧道洞身小导管打孔机代理商贵州黔南布依族苗族自治州小导管钻孔器缩尖机 供应商
山西万泽锦达机械制造有限公司
总 经 理: 徐明亮
手 机:18834821420
电 话: 0351-5620656
传 真: 0351-5620656
Q Q: 715808321
微 信: 18834821420
地 址: 山西省太原市小店区孝信文化工业园
