

对于隧道不良地质地段可适用于小导管支护施工工艺进行超前支护进行预加固。一般情况下隧道洞身Ⅴ级围岩地段可采用小导管超前支护。
采用液压驱动,送料、转角均为伺服控制的数控立体冲孔机型。具有冲孔速度快、效率高,可实现单孔、双孔及多孔冲孔,所有的程序编写及输入均直接在触摸屏界面上进行,操作极为方便、快捷、准确。《可对Φ42 50 60 76 89 108钢花管(小导管)打孔》
主要技术参数项目
单位
数值范围
圆管直径
mm
Φ42/ Φ50/(D60/ Φ76/ Φ89/ Φ108
冲孔范围
mm
Φ6一 Φ16
大加工有效长度
mm
500-6000
冲孔速度
times/min
12
送料速度
mm/sec
200-800
送料精度
mm
土0.30
油泵电机功率
kW
5.5
液压系统压力
Mpa
14

工艺步序说明
1 按施工图要求在开挖面上准确画出本循环需要设的小导管孔位。
2 钻孔
移动多功能作业台架就位,采用气腿式凿岩机进行钻孔,用人工或凿岩机将小导管顶入,钢管尾端外露足够长度,超前小导管外插角严格按施工图要求施做,尾部与钢架焊接在一起。超前小导管与线路中线方向大致平行。孔位钻设偏差不超过125px,孔眼长大于小导管长。
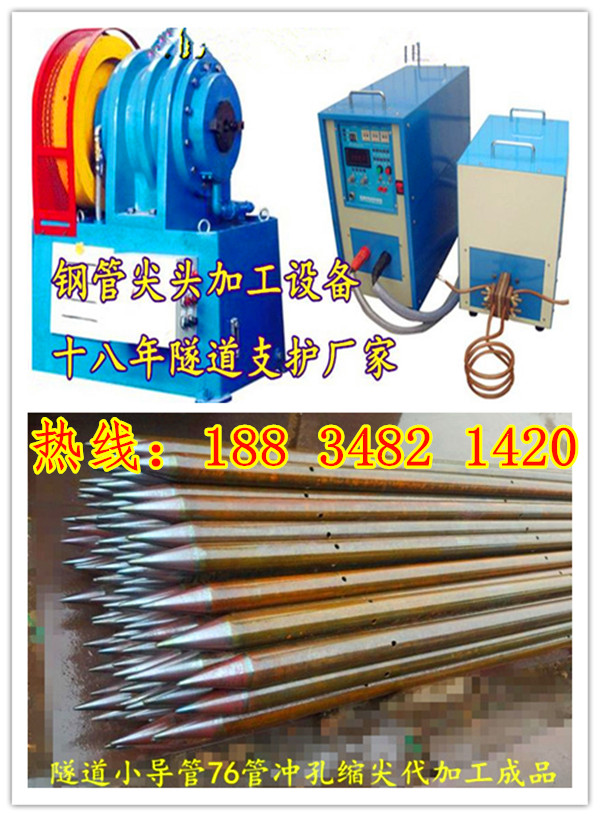
3 钢管加工及施工
将前端加工成尖锥状,尾部焊Ф6加肋筋。除尾部1m外,管壁四周钻注浆孔。
4 钢管插入及孔口密封处理
5 钢管由专用顶头顶进,顶进钻孔长度≮90%管长。钢管尾端除焊上挡圈外,再用胶泥麻筋缠箍成楔形,以便钢管顶进孔内后其外壁与岩壁间隙堵塞严密。钢管尾端外露足够长度,并与钢支撑焊接在一起。钢管顶进时,注意保护管口不受损变形,以便与注浆管路连接。注浆前导管孔口先检查是否达到密封标准,以防漏浆。
6 注浆
采用高压注浆泵压注浆,注浆压力为1.0~1.5Mpa,一般按单管达到施工图标示注浆量作为结束标准。当注浆压力达到终压不少于20min,进浆量仍达不到注浆终量时,亦可结束注浆。注浆结束后,将管口封堵,以防浆液倒流管外。

小导管尖头专用加工机专用尖头加工机主要应用于隧道超前小导管尖头自动化加工,主要特点:用于加工超前小导管锥形尖头的自动化加工,有噪音小、易操作、产量高、性能稳定等特点。超前小导管小导管尖头机规格小导管在隧道开挖时承受地层的压力,为保证灌浆质量防止漏浆,小导管的尾部需设置封堵孔。

本厂手提式钢筋弯曲机通过货运(物流)公司发货,如需使用快递,请与我们联系!合作物流:德邦物流。预付定金后,我公司会在快时间(一般在收到定金后1天内)物流发货,货到付款即可。
贵州六盘水市液压数控小导管冲孔机工作原理江西赣州市小导管三工位一体打眼机生产厂家内蒙古呼伦贝尔市超前小导管尖头削光机厂家供应广西贵港市超前小导管冲孔机 厂家直销上海上海市Ⅴ级围岩段支护小导管打孔机性能型号
山西万泽锦达机械制造有限公司
总 经 理: 徐明亮
手 机:18834821420
电 话: 0351-5620656
传 真: 0351-5620656
Q Q: 715808321
微 信: 18834821420
地 址: 山西省太原市小店区孝信文化工业园
