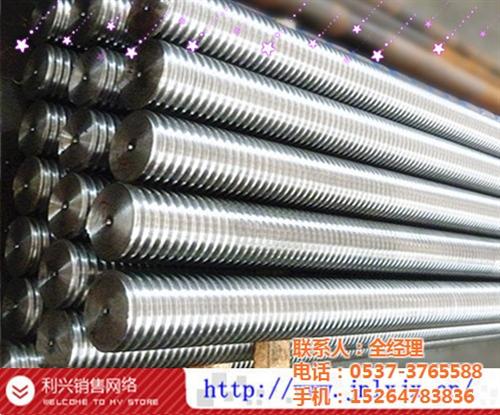
不锈钢丝杠相关刀具参数设计与普通结构钢材料应具有较大的不同,其具体不锈钢丝杠加工工艺如下: 1.钻孔加工 在钻孔加工时,由于不锈钢丝杠材料导热性能差,弹性模量小,孔加工起来也比较困难。解决此类材料的孔加工难题,主要是选用合适的刀具材料 镗孔加工 (1)刀具材料选择 因加工不锈钢丝杠零件时切削力大、切削温度高,刀具材料应尽量选择强度高、导热性好硬质合金。 对于此类材料淬火零件的加工,可以采用CBN(立方氮化硼)刀片,CBN硬度仅次于金刚石,硬度可达7000~8000HV,因此耐磨性很高,与金刚石相比,CBN突出优点是耐热性比金刚石高得多,可达1200℃,可承受很高的切削温度。此外其化学惰性很大,与铁族金属在1200~1300℃时也不起化学作用,因此非常适合加工不锈钢丝杠材料。其刀具寿命是硬质合金或陶瓷刀具的几十倍。 车削细长轴时,由于工件刚性差,刀具几何形状对工件产生的振动非常敏感。如果车刀的几何形状选择不当,也不可能得到良好的效果。选择时主要考虑以下几点。 1.为了减少切削力,减少细长轴的弯曲,车刀的主编角取75°~93°。 2.为了减小切削力,应该选择较大的前角,取15°~30°。 3.车刀前面应该磨有R1.5~3的断屑槽,使切屑卷曲折断。 4.选择负的刃倾角,取-3°~-10°,使切屑流向待加工表面。另一方面,车刀也容易切入工件,并可减少切削力。 5.刀刃粗糙度要高,并要经常保持锋利。 6.为了减少径向切削力,刀尖半径应选得较小(R﹤0.3mm),倒棱的宽度也应选得较小。 在国家标准GB785-65中,对通俗梯形螺纹精度是按中径公差划分的。共有五项基本参数:即外径D、内径D1、中径D2、螺距T及牙形半角α/2。 因为丝杠要传递正确活动,因此,按JB2886-81规定,丝杠及螺距的精度,根据使用要求分为6个等级:4、5、6、7、8、9(精度依次降低)。 各级精度丝杠应用范围如下:4级为目前高级,一样平常很少应用;5级用于细密仪器及机密机床,如坐标镗床、螺纹磨床等;6级用于细密仪器、细密机床和数控机床;7级用于细密螺纹车床、齿轮加工机床及数控机床;8级用于一样平常机床,如卧式车床、铣床;9级用于刨床、钻床及一样平常机床的进给机构。 一样平常所说的细密丝杠是指5、6、7级丝杠。细密丝杠有淬硬丝杠和不淬硬丝杠两种。前者的耐磨性较好,能较长时间保持加工精度,但加工工艺复杂武汉网站制作,必须有高精度的螺纹磨床和专门的热处理设备,而后者只必要细密丝杠车床。 各级精度丝杠应用范围如下:4级为目前高级,一样平常很少应用;5级用于细密仪器及机密机床,如坐标镗床、螺纹磨床等;6级用于细密仪器、细密机床和数控机床;7级用于细密螺纹车床、齿轮加工机床及数控机床;8级用于一样平常机床,如卧式车床、铣床;9级用于刨床、钻床及一样平常机床的进给机构。 一样平常所说的细密丝杠是指5、6、7级丝杠。细密丝杠有淬硬丝杠和不淬硬丝杠两种。前者的耐磨性较好,能较长时间保持加工精度,但加工工艺复杂,必须有高精度的螺纹磨床和专门的热处理设备,而后者只必要细密丝杠车床。 济宁利兴精密机械制造有限公司主要服务的行业为机床丝杠,大型丝杠,重型丝杠,加长28米梯形丝杠,花键轴,光杠,滚珠丝杠,丝杠副,半导体丝杠,注塑机丝杠,车床丝杠,磨床丝杠,加工中心丝杠,cnc丝杠,铳床丝杠,专用设备丝杠等产业。 济宁利兴精密机械制造有限公司位于经济发达的孔孟之乡济宁高新开发区,公司拥有国内先进的大型梯形丝杠,花键轴等产品及高精设备和检测手段,产品工艺先进,技术力量雄厚的利兴公司创于2006年。



















09
09
2021
东莞丝杠,利兴机械,大型丝杠 国标丝杠
来源:[利兴机械]
联系人:怀先生
手机:15264783831
电话:0537-3765587
传真:0537-3765566
QQ:2609293763
Email:2609293763@qq.com
地址:山东省济宁市济宁市山东省济宁市高新区王因镇
品牌:济宁利兴精密机械制造有限公司
价格:面议
元/件
供应地:山东省济宁市
产品型号:VL1951