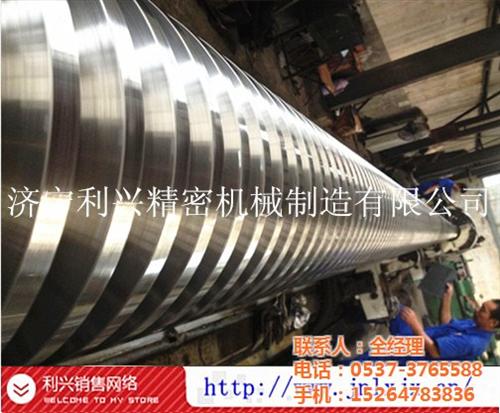
在溜板结构中,横向进给丝杠(即中滑板丝杠)磨损较严重。以致引起车床在承受进给切削力时,出现刀架窜动、定位不准、操纵手柄的空行程大等缺陷,影响工件的加工精度和表面粗糙度。大修时应更换新的丝杠和螺母。 在没有新丝杠备件时,也可对原丝杠进行修复。修理原则是修车削丝杠的螺纹部分,配螺母,修轴颈,换(镶)铜套。修理前,先检查丝杠的螺距误差和螺距累积误差,确定修整余量,以免车到丝杠尾部时出现螺纹乱牙现象。丝杠轴颈磨损后,经修磨在法兰盘中镶一铜套与它配合。 装配丝杠、螺母时,垫片的厚度应以接近丝杠根部的尺寸为准,以免丝杠回转时手柄有轻重不一致的现象。 济宁利兴精密机械制造有限公司从2006年建厂以来,从十几台的小设备,加工小丝杠,慢慢的到现在几百台大小不同的车床,铣床,磨床等,有能力生产大批量的丝杠,大型丝杠,花键轴等,在2009年,我们厂经常会接到一些10米以上长丝杠,应为当时机床有限,也没有大的设备机床能加工,失去了很多机会,后来经过厂领导之间的协商,在2009年下半年,购进12米车床,5米重型磨床各一台,随之加长大型丝杠能做了,有一次接了2根14米长丝杠,是对接而成的,后来客户打电话问丝杠对接的接头在什么地方怎么看不出来,当时我们技术部就笑着说,如果能看出来,那就没有什么技术含量了,截止到现在,利兴机械最长的加长对接丝杠已做到28米,是出口国外的。在利兴不断发展的同时,欢迎新老客户来厂参观考察。 大型丝杠本公司新研制的接触式测厚仪,结构简单、工作可靠、无污染、造价低、重复测量精度高,在对钢板进行测量的同时,还可将测量数据进行统计处理,为生产操作及产品质量管理提供可靠的依据。1工作原理测厚仪由底座、测量小车、测头和编码器构成。测量时,气缸将测量小车推至被测钢板处,2测头在气缸的带动下在垂直方向做上、下相向运动 其位移量可由编码器读出,经计1.底座;2.编码器;3.测量小车;4、测头;5.被测钢板图1动作示意图算机处理后,即得出被测钢板厚度_1]。设置2测头相互接触(即被测物厚度为零)时,编码器读数为零,当测量厚度为h的物体时,上测头编码器的读数为N,下测头的读数为N,则:h—a1N1+a2N2其中:a、a分别为考虑机械制造等因素的上、下编码器的脉冲当量。左、右车刀,即可进行车削。3)车削方法:车削时只须径向进给(直进),左车刀在前,车削成长方形螺旋槽;随后,右车刀的左右切削刃,将左车刀切成的长方形螺旋槽车削成3O。大型丝杠梯形螺旋槽。一般,约须径向进给12次,可将Tr60×12梯形螺纹车削完成。这比用一般梯形螺纹车图2刀具安装示意图削的加工时间约可缩短一半,而且操作方便简单。 4)大型丝杠车削效果:用双刀三刃法车削梯形螺纹,因切削力分解互补,排屑顺利,精车后螺纹牙型正确,容易保证尺寸精度,表面粗糙度可达R3





















09
09
2021
大型大型丝杠、利兴机械、大型丝杠厂家 精密大型丝杠 大型丝杠加工
来源:[利兴机械]
联系人:怀先生
手机:15264783831
电话:0537-3765587
传真:0537-3765566
QQ:2609293763
Email:2609293763@qq.com
地址:山东省济宁市济宁市山东省济宁市高新区王因镇
品牌:济宁利兴精密机械制造有限公司
价格:面议
元/件
供应地:山东省济宁市
产品型号:DE1975