生产过程中为了保证产品质量和生产率,采用了工装治具,它的主要功能包括以下几个方面: 1、保证和提高产品质量(制件可以更好的进入准确位置)。 2、提高劳动效率(减少人工摆好工件的时间)。 3、扩大工具的操作范围(位置固定了,人员易于操作) 4、改善劳动条件,降低产品成本。 焊接工装治具在生产中的主要作用为: 1、减少尺寸偏差,提高产品的精度和互换性; 2、施焊时可免去定位焊,不用划线或者很少划线就可精准的装配; 3、改善劳工条件; 4、提高生产率,减少工时; 5、防止焊接变形,减少误差。


组装治具的使用特点:
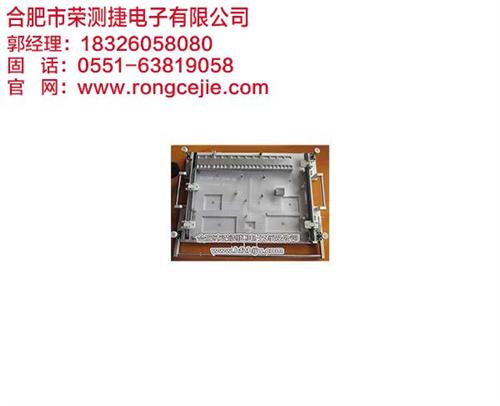
1、应用于PCB板制程中手插件的焊接(过锡)以及保护SMT贴片元件和PCB板。
2、采用防静电合成石材料制成,具有精度高、防静电、耐高温、不变形、低热传导等特性,更可靠的保护贴片器件和PCB板。
3、经CNC加工,精度高,对于贴片器件能够更有效的保护。
4、为产品过锡操作方便,可固定外形尺寸,采用一模托多个产品来提高生产效率。
5、采用先进的压接方式装配,配合国际无铅标准制作,彻底将金属配件与锡炉分隔,真正做到不污染锡炉。
6、根据客户要求设计单层或双层盖板,对全部手插件进行扶正、检验是否漏件之作用。有效的提高产品的质量与和防误操作。
7、可根据客户要求设计专用或万能夹具。
将工装治具用于生产助定位作业,使生产之工序顺畅,防止制程之问题发生,确保生产顺利,提高生产效率,从而满足客户的品质要求,且达成公司的质量目标。
定位基准的选择:
在定位时,每个工件在治具中的位置是不确定的,对同一批工件来说,各件的位置也将是不一致的。工件位置的这种不确定性,工件有几个自由度,沿坐标轴的移动自由度和绕坐标轴的转动自由度。未定位前的工件是自由体,因此,为了使工件在治具中有一个正确位置,必须对影响工件加工表面位置精度的自由度加以限制。
每个支承点的分布方式,与工件的形状有关。
限制工件的自由度与加工要求有关,工件在治具中定位,并非所有情况都必须完全定位,设计工件的定位方案时,应首先分析必须限制哪些自由度,然后在治具中配置相应的定位元件。工件所需限制的自由度,主要取决于本工序的加工要求。
工件以平面定位基准,是生产中常见的定位方式,在分析和设计定位时,应根据基准平面与定位元件工作表面接触面积的大小、长短或接触形式。确定定位元件所相当的支承点数目所限制工件的自由度。
工件以圆柱孔定位

