丝杠一步就是要找到合适的杠坯,不然是无法加工的.那么如何筛选高质量的钢坯就尤为重要了!下面我给大家介绍下如何筛选优质的杠坯做原料。 世面上常见的丝杠杠坯有两种.一种是工厂加工截段的钢铁,还有一种就是有着细微螺纹拔出来的.有的人会说,那有螺纹的肯定要比浑圆的好了,其不然螺纹的是由一些杂铁冷轧到一起的,质量明显不如圆铁质量好. 所以在挑选优质杠坯的时候建议建议大家全部选用大厂生产的圆铁,而不是一次充好冷轧带罗纹的杠坯,利兴丝杠厂生产的丝杠全部用优质杠坯为原料加工生产,请广大客户放心使用!







大型重型梯形丝杠,在轴承部位都有一个60mm左右的大型键槽,一般市场上没有这样大型的铣刀,为了能完成,我们只好用,比60mm小的铣刀来加工,大型键槽加工流程:用到加工机床(立式铣床)把大型丝杆用行车吊起,把大型丝杆铣键槽的部位放到铣床上,另一头用行车吊起,在用水平尺把大型丝杠找平在一条直线上,在用工件把大型丝杠铣键槽部位固定下来,进行加工键槽。先用小铣刀在工件上进行加工,然后在用小铣刀扩大键槽直到图纸要求尺寸,用圆度尺在键槽的两端画出半圆在进行加工键槽的半径。这样一个60mm的大型键槽就完成了。











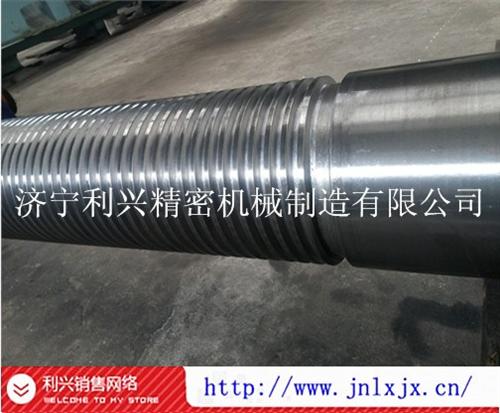
精密大型丝杠的加工 在大型丝杠的加工为了获得较高的精度,加.下工艺过程应考虑以下几点: (1) 对大型丝杠外圆和螺纹可分多次加工,逐步减少切削量,从而逐步减少切削力和内应力,减少加工误差,提高加工精度。 (2) 每次粗加工外圆及粗加工大型丝杠螺纹后都要进行时效处理,以便消除内应力。丝杠的精度要求越高,时效处理的次数也越多。 (3) 每次时效处理后都要重新打中心孔或修磨中心孔,以修止时效处理时产生的变形;并除去氧化皮等,使加工有可靠的定位基面。 (4) 每次加工螺纹前,先加二L丝杠外圆(切削量很小),然后以丝杠外圆和两端中心孔作为定位基面加丁:螺纹,逐步提高螺纹加工精度。 大型丝杠加工过程中校直和热处理工序,是保证大型丝杠精度,防止弯曲变形的关键工序。但是校直本身会产生内应力,这对精度要求较高的大型丝杠来说是不利的。因为内应力有逐渐消失的倾向,由于内应力的消失会引起大型丝杠的变形,这就影响了大型丝杠精度的保持。所以,对精度要求高、直径较大的精密丝杠,在加工过程中不较直,而是采用加大径向总余量和工序间余量的方法逐次切去弯曲变形,经多次时效处理和把工序划分的更细的方法来解决变形问题。 为避丝杠因自重引起弯曲变形,存放对应垂直放置,热处理时要在井式炉中进行。 一般不淬硬丝杠的螺纹经车削而成,而淬硬丝杠的螺纹在螺纹磨床上磨出螺纹。但对牙形半角大和大螺距、丝杠、螺纹的粗加工还是在淬硬前车削为好。
