济宁利兴精密机械制造有限公司从2006年建厂以来,从十几台的小设备,加工小丝杠,慢慢的到现在几百台大小不同的车床,铣床,磨床等,有能力生产大批量的丝杠,大型丝杠,花键轴等,在2009年,我们厂经常会接到一些10米以上长丝杠,应为当时机床有限,也没有大的设备机床能加工,失去了很多机会,后来经过厂领导之间的协商,在2009年下半年,购进12米车床,5米重型磨床各一台,随之加长大型丝杠能做了,有一次接了2根14米长丝杠,是对接而成的,后来客户打电话问丝杠对接的接头在什么地方怎么看不出来,当时我们技术部就笑着说,如果能看出来,那就没有什么技术含量了,截止到现在,利兴机械最长的加长对接丝杠已做到28米,是出口国外的。在利兴不断发展的同时,欢迎新老客户来厂参观考察。 丝杆的用处很广泛,各种机床丝杆,木工机械丝杆,接木机丝杆,卧式车床丝杆等等等,丝杆也属车床中的一种,与普通车床的区别在于母丝杠直径较大,并置于床身两导轨之间,而不是在床身的前面。为了提高加工精度,机床带有螺距误差校正装置,主要用于车削精密丝杠。工件螺距误差每300毫米一般不超过7微米。丝杠传动用来加工各形螺纹,光杠传动用来加工各种外圆,内孔,端面,台阶等。 在目前的数控车床中,丝杆螺纹切削一般有三种加工方法:G32直进式切削方法、G92直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。我们在操作使用上要仔细分析,争取加工出精度高的零件。 1、G32直进式切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,由于切削深度较大,刀刃磨损较快,从而造成螺纹中径产生误差;但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。由于其刀具移动切削均靠编程来完成,所以加工程序较长;由于刀刃容易磨损,因此加工中要做到勤测量。 2、G92直进式切削方法简化了编程,较G32指令提高了效率。 3、G76斜进式切削方法,由于为单侧刃加工,加工刀刃容易损伤和磨损,使加工的螺纹面不直,刀尖角发生变化,而造成牙形精度较差。但由于其为单侧刃工作,刀具负载较小,排屑容易,并且切削深度为递减式。因此,此加工方法一般适用于大螺距螺纹加工。由于此加工方法排屑容易,刀刃加工工况较好,在螺纹精度要求不高的情况下,此加工方法更为方便。在加工较高精度螺纹时,可采用两刀加工完成,既先用G76加工方法进行粗车,然后用G32加工方法精车。但要注意刀具起始点要准确,不然容易乱扣,造成零件报废。 螺纹加工完成后可以通过观察螺纹牙型判断螺纹质量及时采取措施,当螺纹牙顶未尖时,增加刀的切入量反而会使螺纹大径增大,增大量视材料塑性而定,当牙顶已被削尖时增加刀的切入量则大径成比例减小,根据这一特点要正确对待螺纹的切入量,防止报废。



















09
09
2021
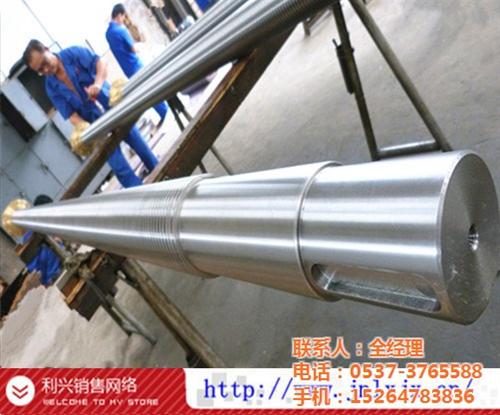
高强度大型丝杠、零售大型丝杠、利兴机械( 异形大型丝杠 非标大型丝杠
来源:[利兴机械]
联系人:怀先生
手机:15264783831
电话:0537-3765587
传真:0537-3765566
QQ:2609293763
Email:2609293763@qq.com
地址:山东省济宁市济宁市山东省济宁市高新区王因镇
品牌:济宁利兴精密机械制造有限公司
价格:面议
元/件
供应地:山东省济宁市
产品型号:JJ1053
