钢闸门设计规范有什么要求? 在钢闸门设计规范设计中结行良好的已建工程实例提出解决问题的详细措施方法,供业内人员试验参考。焊缝的布置应尽量对称于构件的重心。确定闸门制作所依据的主要标准和规范为:不得任意加大焊缝,并应避免焊缝立体交叉和在一处集中多条焊缝。通常可从各种方式避免,以尽量避免或减轻不利影响,若水流条件复杂,应专门进行钢闸门模型试验研究。对于闸门承重构件和连接件,应验算正应力和剪应力。平面钢闸门设计、施工及维护中要注意的要求,在同时受较大正应力和剪应力作用处,溢洪道漏顶式平面钢闸门根据原水电部水利水电规划设计院对技术标准制定,钢闸门设计与施工中的几个问题,水工刚结构潜孔式焊接平面钢闸门设计图,大型工程中重要的工作闸门在运行过程中可能产生的各种各样的问题,应作专门研究。根据往年水利水电技术标准制定修订计划,由水利水电规划设计总院主持以水利部电力工业部东北勘测设计研究院为主编单位修订的水利水电工程钢闸门设计规范。



钢闸门表面处理
钢闸门表面热喷涂之前,应将闸门金属表面的铁锈、氧化皮、油污、焊渣、灰尘、水分等污物清除干净,使其全部露出灰白的金属本色,并且保持干燥,有一定的粗糙度,以保证热喷涂料与基体间有良好的附着力。具体方法如下:
(一)喷砂处理施工要求
清除杂物的方法宜采用喷射或抛射,一般采用喷射,即人们通常说的喷砂除锈。
喷砂机是喷砂处理设备,在一定压力条件选取适当的磨料,可达到高质量的表面处理效果。喷砂用气操作压力小少于0.5MPa,配备6m3/Sr空气压缩机。采用流动式空气压缩机时,其排气量为6m3/s,额定压力为0.8MPa,功率为37kw。喷砂处理所用的压缩空气必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油。油水分离器必须定期清理。喷砂时喷嘴尺寸为6~8mm,在使用过程中,由于磨损,孔口直径增大了25%时宜更换喷嘴。喷嘴到基体金属表面宜保持100~300mm的距离。喷射方向与基体金属表面法线的夹角以15~30为宜。喷砂用的磨料品种较多,性能不一,一般选用强度较高的石英砂。磨料使用前必须干燥,含水量不得大于1%,否则必须进行炒砂或烘干处理。对磨料的料径也有要求,其值在0.75~3.0mm之间。


铸铁闸门的日常运用与养护
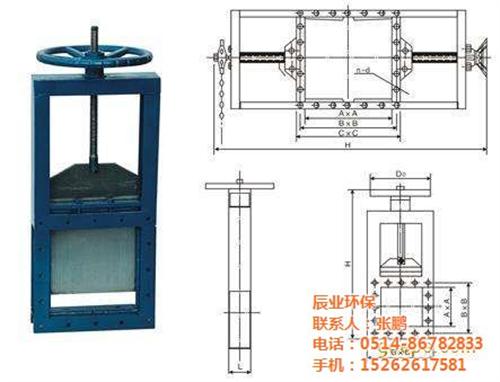
1、在启闭时应留意闸板的上、下极限位置,以免损坏闸门或启闭机。假如在启闭机过程中如有异常状况应立刻中止运用并及时检查处置。
2、在运用中应停止机器部件停止防锈处置,并定期在止水面上抹黄油,以保证启闭时闸板与闸框的止水分离面润滑。闸门关闭时在距底面100mm处,将闸门暂停1分钟,应用门底激流冲底槽内的杂物后再将闸门关闭.
PGZ铸铁拱形闸门是以铸铁为原料制作的,具有耐腐蚀,止水密封好,安装简单,使用寿命厂等特点。产品有:弧形铸铁闸门、高压铸铁闸门、拍门、潮门
