引起{精}质量下降的主要原因 引起{精}质量下降的主要原因分析及注意方法:热煨90度弯管热煨90度弯管1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。{长}4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。5、现提供R。(弯曲半径/管外径)关系曲线图供用户在选择管子直径与壁厚关系时参考。本图着重反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。{长} {精}在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。{长} 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。{长} {精}在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。{长} {精}在各个行业中使用都是非常广泛的,产品在空调,冰箱、汽车油路,换热器、,航空航天等这些都离不开不锈钢管的使用,弯管是管道安装工程中非常常用的管件之一。 弯管加工主要是采用其玩关机运用其触屏荧幕加上数控模组,有效的采用其对话的方式,产品采用程式的设定,在使用的过程中非常简便且轻易,整个设备的床身结构非常稳固且不易产生变形。 {长} 弯管机上每一档可以有效的设定十六个弯管的角度,其记忆体可以有效的存储防止十六组的档案,在使用时可以根据其慢速度定位功能,其弯管的角度是不能乱的,重复精度能够达到正负零点一度。{长} 弯管的加工材料外侧受拉时,其内侧受压中性轴所在的位置是和弯管方法而不同的,在顶弯式工作时中性轴处于离外壁约1/3处,在旋弯工作时,中性轴处于离外壁2/3。 弯管的弯胎精度在一定的程度上也会直接影响其弯管的质量的因素,我们在进行制作弯胎的过程中,除了规格和尺寸要求控制在一定的公差范围的是,同时也会要求用户在使用时会有效的根基弯制管径选择其相应的弯胎。
{精}的制造要求

09
09
2021
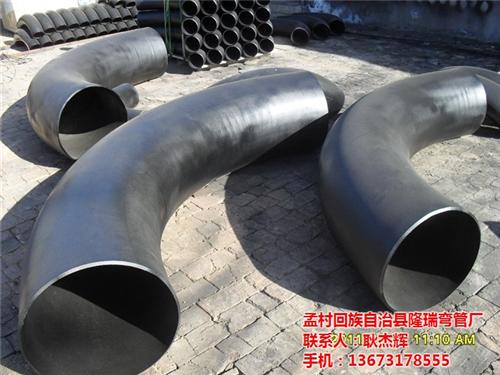
厚壁大口径弯管|大口径弯管|隆瑞弯管厂( 中频大口径弯管 化工用大口径弯管
来源:[孟村回族自治县隆瑞弯管厂]
联系人:耿先生
手机:15773442356
电话:-
传真:-
QQ:395812741
Email:
地址:地区
品牌:隆瑞
价格:面议
元/件
供应地:
产品型号:PE1428
